


Torne sua moagem mais eficiente – Telas do Moinho | Portal R2S
As telas e os martelos são os itens que mais se desgastam no moinho de martelos, no entanto, considerando o consumo de energia e o valor da tela por tonelada moída, o custo se torna bastante baixo e a melhor maneira de minimizar esse custo é realizar a trocas frequente das telas para manter o fluxo de trabalho, a eficiência da moagem e a qualidade do produto. Dependendo do que for moído e o tamanho dos furos da tela, com um conjunto de alta qualidade de martelos revestidos, normalmente desgastam 2-4 conjuntos de tela antes de os martelos exigir uma substituição. Para furos de tela de diâmetro pequeno pode ser necessária a substituição ainda mais frequente. Para piscicultura e ração para animais, não é incomum substituir telas com furos muito pequenos (3/64 "- 1 mm, ou menor) com uma frequência de 8/24 horas de operação.
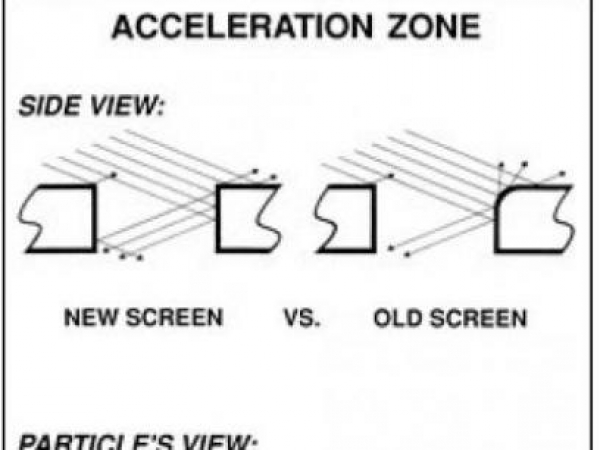
É fácil ver como as novas telas permitem maior passagem de produto, melhorando a capacidade e a eficiência da moagem. Embora telas mais grossas possam durar mais tempo, elas reduzem significativamente a produtividade (ton/h).
Enquanto os custos de manutenção são R$0,07 - R$0,14/ton, os custos elétricos variam cerca de R$ 0,87 a até mais que R$ 3,50 por tonelada, não sendo rentável a utilização de telas mais grossas. Normalmente, a espessura do material da tela será ditada pelo tamanho do furo, uma vez que não é possível fazer um furo em um material que é mais espesso.Outro problema é a configuração da tela. A quantidade de área aberta, determina o quanto a tela irá produzir. Os fatores que afetam a área aberta são o tamanho do buraco, o escalonamento, ângulo do escalonamento e a dimensão total da tela. Telas com menos furos têm menos área aberta, são mais fáceis de produzir e geralmente custam menos. Perfurações em linha ao contrário de padrões de orifícios escalonados também são mais fáceis de produzir e custam menos.
Porém, furos em linhas não produzem uma moagem de qualidade sendo que isso não corresponde ao excesso de trabalho do moinho. Os desgastes da tela são acelerados com perfurações em linha e as telas podem realmente ser cortadas nas áreas de ligação entre os furos em curto tempo. Telas com pouca área aberta podem durar mais, todavia elas aumentam o custo/ton, por aumentar o tempo de trabalho com o moinho.
Duas regras de ouro se aplicam às telas em relação à potência aplicada:
- Nunca ter menos de 14 in² / HP (120 cm² / kW) de área da tela
- Nunca possuir menos de 4 in² / HP (35 cm² / kW) de área aberta
Considerando um moinho que tenha 44" de diâmetro por 30" de largura:
A Tela terá uma abertura de tela de cerca de 3.600 in² (2,3 m²). Se pegarmos os 3.600 in² e dividirmos por 14 in²/HP = 250 HP máximo (2,3 m² / 120 cm² / KW = 190 kW). Ou seja, o moinho terá um motor de 250HP para poder realizar a moagem.
Se usarmos uma tela com furação de 4 mm (10/64”) com furo redondo, a área aberta real será cerca de 36%.
Ou seja: 3600 in² x 36% = 1296 in² de área aberta real. 1296 in² dividido por 250 HP = 5 in² área aberta/HP (2,3 m² x 36% = 0.828 m² área aberta real / 190 KW = 4,3 cm² / kW). Esse moinho estaria produzindo algo em torno de 30ton/h de milho moído com a tela de 4 mm.
Se o mesmo moinho fosse equipado com uma tela 1,5mm (4/64”) para moagem fina, em preparação para peletização ou extrusão, a área aberta seria 3.600 in² x 30% x 51% = 551 in² (0,352 m²).
Se o mesmo motor de 250 HP (190 kW) for aplicado, a área aberta/HP seria 551 in² / 250 HP = 2,1 in² área aberta/HP (0,352 m² / 190 kW = 18 cm² / kW).
Levando em consideração a situação anterior, esse moinho estaria fazendo uma moagem em torno de 7.500 Kg/h sendo uma redução de aproximadamente 25% na moagem. Além da redução da moagem, o produto dentro da câmara de moagem sofre um relativo aquecimento e perde água no processo, o que nos leva a pensar sobre as formulações com alta concentração de gordura e fibras que podem retardar ainda mais o processo de moagem em decorrência do aumento do entupimento da tela do moinho.
Uma maneira muito simples de aumentar a produção, sem afetar a qualidade da moagem ou aumentar as despesas por produção, seria trabalhar com duas furações de tela: de um lado utilizar uma tela 2/64" (0,8mm) e do outro lado uma tela de a 3/64" (1 mm). Isso pode gerar 10-15% de aumento na moagem sem ter uma diferença notável na qualidade da moagem.
Saiba mais aqui!
Images


About Us
 FERRAZ is a leader in the Brazilian market in equipment for feed mills, exporting company, also exports its products to other countries. Based in the city of Ribeirão Preto, São Paulo – Brazil, today occupies an area of 78,000m² in its plant, the company designs, manufactures, assembles and installs complete lines of equipment for the production of animal feed type: Bran Feed, Extruded and Pelleted.
FERRAZ is a leader in the Brazilian market in equipment for feed mills, exporting company, also exports its products to other countries. Based in the city of Ribeirão Preto, São Paulo – Brazil, today occupies an area of 78,000m² in its plant, the company designs, manufactures, assembles and installs complete lines of equipment for the production of animal feed type: Bran Feed, Extruded and Pelleted.

